
Кування ножа своїми руками
- Як вибрати сталь для ножа
- Інструмент для кування ножа
- конструкція ножа
- Кування ножа з свердла
- Кування ножа з підшипника
- Кування ножа з ресори
- Кування ножа з напилка
- Загартування і відпустку клинка
Сьогодні, навіть при такому великому асортименті різних ножів прекрасної якості від відомих виробників, ножі ручного кування як і раніше користуються особливою популярністю. Це й не дивно, так як такі ножі мають особливу енергетику і привабливістю. А якщо сам клинок зроблений з легованої сталі і зі знанням справи, то такий ніж безцінний. З різних способів власноручного виготовлення ножа найбільш трудомістким є кування ножа своїми руками. Слід відзначити той факт, що кування ножа дозволяє створити найбільш міцний і якісний клинок, який прослужить не один десяток років і при цьому збереже свої якості. Кування ножа своїми руками - справа, яка потребує від майстра високого рівня навичок володіння інструментом, знання металів і їх властивостей. Для тих, хто вирішив викувати ніж вперше, описані нижче рекомендації допоможуть зробити свій перший клинок.
- Як вибрати сталь для ножа
- Інструмент для кування ножа
- конструкція ножа
- Кування ножа з свердла
- Кування ножа з підшипника
- Кування ножа з ресори
- Кування ножа з напилка
- Кування ножа з троса
- Загартування і відпустку клинка
Як вибрати сталь для ножа
Якісний саморобний ніж відрізняє правильний підбір стали для нього, від цього будуть залежати ріжучі і міцності самого ножа. Щоб правильно підібрати сталь, необхідно знати і розуміти, якими властивостями володіє сама сталь. Для кування ножа своїми руками потрібно орієнтуватися на п'ять основних властивостей стали - стійкість до зношування, твердість, міцність, в'язкість, красностойкость.
Твердість - це властивість стали, яке вказує на її здатність чинити опір проникненню в неї іншого більш твердого матеріалу. Говорячи простіше, тверда сталь краще чинить опір деформації. Сам показник твердості вимірюється за шкалою Роквела і має показник від 20 до 67 HRC.
Стійкість до зношування - опір матеріалу зношування в процесі експлуатації. Це властивість безпосередньо залежить від твердості самої стали.
Міцність вказує на здатність зберігати цілісність під впливом різних зовнішніх сил. Перевірити міцність можна на вигин або при сильному ударі.
Пластичність - здатність стали поглинати і розсіювати кінетичну енергію під час удару і деформації.
Червоностійкість - це показник, який відповідає за стійкість стали до температур і збереженню її початкових якостей при нагріванні. Від того наскільки сталь стійка до термообробки, залежить мінімальний показник температури, при якому її можна кувати. Найбільш красностойкость сталями є тверді марки, робоча температура кування для яких понад 900 ° C. При цьому необхідно відзначити, що температура плавлення сталі становить 1450 - 1520 ° C.
Всі ці властивості пов'язані між собою і переважання одного з них веде до погіршення іншого. При цьому ту чи іншу властивість стали залежить від вмісту в ній різних легуючих елементів і добавок, таких як кремній, вуглець, хром, ванадій, вольфрам, кобальт, нікель, молібден.

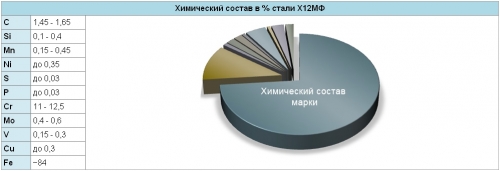
Наявність тих чи інших легуючих елементів і їх пропорційне використання при виготовленні сталі, знання властивостей, які надають легуючі елементи і добавки, дозволило створювати сталь для певних цілей і потреб. Такі стали мають кожна своє маркування. При цьому вітчизняні та зарубіжні марки стали позначаються по-різному. Для зручності в марці стали вказано основний склад одного або декількох легуючих елементів. Наприклад, сталь марки У9 говорить про вміст у ній вуглецю в десятих частках відсотка. Аналогом стали марки «У» є стали 10хх, де «хх» - це вміст вуглецю. І чим менше значення, тим менше його зміст. Або така сталь як Х12МФ вказує на високий вміст хрому і молібдену, що говорить про нержавіючих і високопрочностних властивості стали.
До вітчизняних марок, які часто використовуються при куванні ножів в домашніх умовах, можна адресувати стали з маркуванням від У7 до У16, ШХ15, 65Г, Р6М5, Х12МФ. Із зарубіжних аналогів можна виділити сталь O-1, 1095, 52100, M-2, A-2, 440C, AUS, ATS-34, D-2. Кожна їх вищенаведених марок використовується в виготовленні ножів, різного інструменту і запчастин. Наприклад, марки стали Р6М5, У7-У13, 65Г застосовують для виробництва свердел, бурів, тросів, ресор, підшипників, напилків. Тому саме з цих предметів народні умільці роблять ножі ручного кування.
Звичайно, можна знайти і інші вироби з тієї чи іншої стали. Для цього достатньо буде прочитати повний опис марки стали і її застосування в Марочник сталі і сплавів, а потім використовувати виріб з неї для кування ножа.
Інструмент для кування ножа

Для кування ножа потрібно певний інструмент коваля, який можна придбати в магазині. Але можна використовувати і непрофесійний інструмент:
- молот на 3 - 4 кг і молоток меншої ваги до 1 кг;
- ковальських щипці або звичайні пасатижі, але без ізоляції на ручках, а також розвідний ключ;
- лещата;
- ковадло або її саморобний аналог з двутавра;
- болгарка і зварювальний апарат;
- точильний верстат;
- піч.

Якщо зі звичайним інструментом все більш-менш зрозуміло, то з приводу печі необхідно зробити деякі пояснення. Вся справа в тому, що в звичайному вогнищі складно отримати температуру понад 900 ° С. Та й грітися заготівля там буде цілу вічність. Тому необхідно трохи вдосконалити вогнище. Якщо раніше Ви не займалися хоча б загартуванням металу, то доведеться зробити з нуля невелику піч з товстостінного металу. Потім приєднати до неї трубу, по якій буде надходити повітря за допомогою вентилятора або старого пилососа. Таким нехитрим чином можна отримати досить надійне горнило для доведення заготовок до температури 900 - 1200 ° С. В якості палива використовується звичайний деревне вугілля, бажано такий, який дає якомога більше спеку і горить довше.
конструкція ножа
Перш ніж приступити до самих робіт, необхідно зробити ескіз самого ножа.
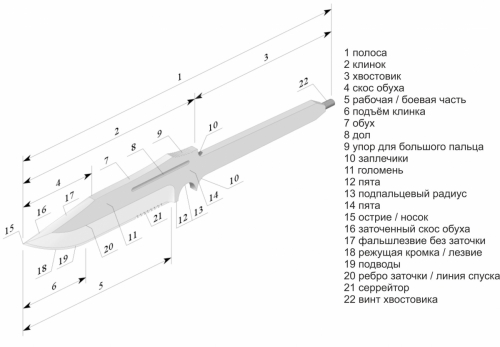
По суті, ніж досить простий предмет, що складається з клинка і рукоятки. Але ось кожен з цих елементів має цілий набір складових. На демонструє конструкцію ножа фото можна побачити всі елементи ножа і як вони називаються.
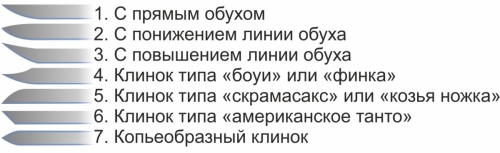
Також необхідно знати і про деякі основні профілях клинків, щоб зробити найбільш підходящий ескіз. На фото нижче наведені профілі ножів.
Вибравши найбільш відповідний для Вас профіль, можна сміливо братися за створення ескізу. Звичайно, досвідчені майстри обходяться без замальовки, але для новачка все ж важливо зробити ескіз і тримати його перед очима в процесі кування.
Кування ножа з свердла
Свердла отримали велику популярність при куванні ножів завдяки використовуваної в них легованої сталі Р6М5, яка відрізняється міцністю, легкістю заточування і зносостійкість.

При виборі свердла для кування слід зазначити один важливий момент. Великі свердла складаються з робочої спиралевидной частини з Р6М5 і хвостовика зі звичайної сталі. Маленькі свердла зазвичай повністю з Р6М5. При куванні ножа з великого свердла необхідно відразу визначити, де яка сталь і де між ними межа. Зробити це можна досить просто, всього лише трохи проточив свердло по всій довжині. Там, де звичайна сталь, сніп іскор буде великий і жовто-оранжевого відтінку. А ось там, де легована сталь, сніп буде ріденьким і ближче до червоного відтінку. Описана вище процедура необхідна для того, щоб визначити, де у ножа буде починатися клинок, а де хвостовик. Закінчивши з цим, переходимо до самої куванні.
Спочатку розводимо вогонь в печі, підключаємо піддув і чекаємо, коли вугілля розгоряться досить сильно, після чого поміщаємо свердло в горнило. Але робимо це за допомогою кліщів і так, щоб хвостовик здебільшого залишався поза вогню.
Важливо! Виконуючи ковку ножа вперше, можна не відразу визначити, коли метал нагрівся до необхідної температури. Внаслідок чого можна зіпсувати не одне свердло. Тому перш ніж братися за ковку свердла, можна трохи потренуватися з нагріванням і куванням металу на звичайній арматурі. При цьому необхідно запам'ятовувати, якого кольору був метал і коли він кувався найбільш м'яко. Також варто пам'ятати про те, що на сонячному світлі навіть нагріте до 1100 ° С метал буде виглядати темним.

Як тільки свердло нагріється до необхідної температури, а це понад 1000 ° С, його відразу ж необхідно вийняти з горнила, і затиснути низ хвостовика в лещатах. Після чого взяти розвідний ключ, затиснути їм верхівку свердла і зробити круговий рух, розправляючи спіраль. Робити все необхідно швидко, щоб метал не встиг охолонути, інакше ризикуєте зламати свердло. Якщо не вийшло зробити це за один раз, нічого страшного. Просто повторно розжарити свердло і повторіть процедуру. У результаті повинна вийти відносно рівна смужка металу.

Наступним кроком буде кування свердла і розкочування металу до прийнятної товщини. Тут все досить просто. Розжаривши метал до необхідної температури, беремо важкий молот і починаємо сильними, але рівномірними ударами рівняти метал і надавати йому рівну форму. У результаті повинна вийти смужка металу товщиною близько 4 - 5 мм.
Важливо! При куванні металу необхідно постійно стежити за кольором заготовки. Як тільки вона почала тьмяніти, набуваючи вишневий колір, її відразу ж повертаємо в горн. Краще зайвий раз загострити метал, ніж зламати його під ударом молота.

Далі виковується вістрі ножа. Тут все трохи складніше. Справа в тому, що необхідно надати заокругленими форму і при цьому зберегти необхідну товщину леза. Вся робота практично ювелірна і потребуватиме певного спритності. Кування виконується таким чином, щоб поступово заокруглівая вістря, потроху відтягалося лезо в довжину. Удари повинні бути сильні, але акуратні. У новачка може не вийти з першого разу, але трохи практики все виправить.

Наступним кроком буде проковка ріжучої кромки ножа. Це досить важливий і складний етап. Для цього буде потрібно більш легкий молот і бажано з заокругленим бойком. Починаючи з середини леза, поступово зрушуємо метал вниз до ріжучої кромці. Намагаємося зробити ріжучу кромку якомога тонше. При цьому стежимо, щоб саме лезо залишалося прямим і рівним. Удари наносимо дуже акуратно і намагаємося докладати лише стільки зусиль, скільки потрібно для невеликої деформації розпеченого металу. Пам'ятаємо про колір заготовки і при необхідності відправляємо її назад в горнило.

Після того як вдалося викувати лезо і вістря, переходимо до проковке хвостовика. Самі роботи будуть набагато простіше, ніж при виковке леза. Спочатку розжарюються круглий хвостовик свердла і потім розгортаємо його сильними ударами молота. Залежно від ескізу хвостовик може бути як вузьким, так і широким. Тут вже кому як подобається робити ручку ножа. Хтось робить прості накладки, а хтось робить складальну рукоятку.

По завершенню кування даємо металу поступово охолонути і потім переходимо до шліфування. На шліфувальному верстаті знімаємо зайві шари металу та нерівності, роблячи ніж ідеально рівним і блискучим. При шліфуванні може піти до 2 мм товщини, і ніж стане набагато легше і тонше. Також на цьому етапі можна виконати заточку ножа. Наостанок виконуємо загартування ножа. Про те, як це робиться, буде написано нижче.
Кування ножа з свердла відео-огляд:
Кування ножа з підшипника
Ще одним популярним матеріалом для кування ножів є підшипник, а саме його внутрішній або зовнішній обід. Причому внутрішній навіть краще. Всі роботи з кування ножа з підшипника практично ідентичні куванні з свердла. За деяким винятком.

По-перше, заготовку з обідка підшипника вирізаємо за допомогою болгарки. Довжину намагаємося взяти з запасом, так щоб і на ніж вистачило і ще 1 - 2 см залишилося. По-друге, на початковій стадії кування вирізану заготовку слід приварити до прутки арматури. І в такому вигляді нагнітати і кувати. По-третє, якщо у випадку зі свердлом заготовку розгортали з круглою в плоску, то для обойми підшипника її необхідно просто вирівняти. А подальші дії з кування самого клинка і хвостовика повністю аналогічні. Єдине, що варто відзначити, - з підшипника все ж зручніше робити ніж з накладними рукоятками.
Кування ножа з підшипника відео-огляд:
Кування ножа з ресори
У пошуках підходящої стали для якісного ножа багато хто використовує ресору. Метал цієї автомобільної запчастини відрізняється високою пружністю і довговічністю, що робить його прекрасним зразком для ножів ручного кування. Справедливості заради, необхідно відзначити, що ніж з ресори можна виготовити і звичайним вирізанням профілю ножа з подальшою заточуванням і загартуванням. Але все ж, щоб ніж був дійсно надійним, його краще прокувати, тим більше що товщина ресори досить велика, а для гарного ножа її слід зменшити.

Ковку ножа з ресори починаємо з зачистки болгаркою від іржі і розмітки пластини. Буде потрібно лише невелика частина ресори, тому зазначивши її, відрізаємо за допомогою болгарки. Далі приварюють заготовку до арматури і розпалюються її. Після чого поступово проковувати, доводячи до необхідної товщини. Виковували вістря і ріжучу кромку, як це робити, описано вище на прикладі кування ножа з свердла. Домігшись бажаного, залишаємо ніж поступово остигати і потім шліфуємо і заточуємо його.
Кування ножа з ресори відео-огляд:
Кування ножа з напилка
Зносостійку і міцну сталь можна знайти в різному слюсарній інструменті і напилок тому яскравий приклад. Виготовлення ножів з напилка досить популярне заняття. Тим більше що клинки виходять на рідкість довговічними з прекрасною ріжучої крайкою. Але кування ножа з напилка має свої особливості.

Перш за все, потрібно очистити напилок від насічок і можливої іржі. Зробити це можна за допомогою болгарки. Далі при необхідності відрізаємо від напилка заготовку необхідної довжини. Після чого приварюють її до шматка арматури і засовуємо в горнило. Загостривши заготовку до потрібної температури, приступаємо до розкочування заготовки до необхідної нам товщини. Потім робимо вістря і ріжучу кромку. Хвостовик ножа з напилка найкраще зробити під накладну ручку.
Кування ножа з напилка відео-огляд:
Кування ножа з троса
Виготовлення ножа зі сталевого троса досить рідкісне явище. Так як на відміну від усіх описаних вище заготовок, трос є розрізненими волокна дроту, і кувати їх досить складно. До того ж сталь троса не володіє такими високими характеристиками, як сталь свердла або напилка. Здебільшого ножі з троса кують через їх незвичайного малюнка на клині, що віддалено нагадує дамаська сталь. Для того щоб зробити такий ніж, необхідно докласти трохи більше зусиль, ніж при куванні зі звичайного бруска стали.

Кування ножа з троса починається, як і звичайна кування. Ось тільки є кілька маленьких секретів. По-перше, це стосується хвостовика. Багато майстрів роблять хвостовик ножа з троса в вигляді готової рукоятки. Виглядає це досить незвично і красиво. І тут є два підходи у виготовленні рукоятки. Взяти товстий трос і потім зварити його кінець, зробивши монолітним шматком. Або зробити рукоятку в формі петлі, а з кінців викувати меч. По-друге, кування троса - справа складна через розрізнених дротів, з яких складається трос. Щоб зробити ніж, потрібно їх зварити між собою. А це ціле мистецтво і розраховувати, що ніж з троса вийде з першого разу, не варто. Зварювання можна виконати двома шляхами. Перший - проварити електрозварюванням уздовж великих канавок. Другий - виконати ковальських зварювання. Другий варіант складніше і в той же час краще.

Отже, вибравши спосіб створення рукоятки, приступаємо до куванні ножа. Для цього раскаліваем трос до яскраво-червоного кольору. Потім виймаємо його і посипаємо бурою. Після чого знову відправляємо в горнило. Таким нехитрим чином виконується підготовка до ковальських зварюванні. Бура є сіллю тетраборной кислоти і застосовується майстрами для зварювання окремих шарів стали. По суті це флюс, який полегшує процес плавки і оберігає розплавлений метал від попадання кисню і усуває оксиди металу. Буру можна знайти у вільному доступі без особливих проблем.
Після того як трос обробили бурою з усіх боків і він розжарився від 900 до 1200 ° С і більше, виймаємо його з горнила і починаємо проковувати. Удари наносимо важким молотом, але при цьому намагаємося зберегти волокна троса разом. Складність кування троса саме в цьому. Але потренувавшись можна домогтися прийнятних результатів. Зрештою, трос можна розпалювати і проковувати скільки завгодно раз. Але при цьому кожен раз, нагріваючи його в горні, посипати трос бурою. В результаті вийде монолітний шматок стали, що складається з безлічі шарів, майже як у дамаської сталі. Після чого залишається лише викувати меч необхідної форми. На демонструють ковку ножів відео вже не раз було показано, як саме робиться розкочування клинка, створення ріжучої кромки і вістря.
Загартування і відпустку клинка
Як Вже позначають Ранее, гарт ножа - це один з найважлівішіх етапів его виготовлення. Аджея самє від того Наскільки правильно булу вона виконан, залежаний робочі характеристики ножа. Сам процес гарту виконується вже після того, як ніж охолов і був відшліфований на точильному верстаті.

Загартування клинка починається з його нагрівання від світло-червоного до помаранчевого кольору. Після чого ніж опускається в воду або масло. При цьому в воду додається 2 - 3 ложки кухонної солі на 1 л, а температура води повинна бути 18 - 25 ° С, масла 25 - 30 ° С. Загартування виконується досить швидко і щоб все пройшло вдало після гарту клинок необхідно відпустити. Сама гарт стали відбувається в діапазоні температур від 750 до 550 ° С. Момент гарту можна навіть відчути, коли сталь починає «тремтіти і стогнати» в рідини. Як тільки процес закінчується, клинок необхідно дістати і дати йому охолонути природний чином.
Відпустка клинка виконується вже після гарту. Сам процес має на увазі ослаблення внутрішньої напруги стали, що робить його більш гнучким і стійким до різного роду навантажень. Перед тим як зробити відпустку, клинок слід очистити від можливої окалини і потім знову нагріти. Але температура при відпустці значно менше. Сам ніж потрібно вже тримати над полум'ям і спостерігати за ним. Як тільки вся поверхня покриється жовто-помаранчевої плівкою, прибираємо ніж від вогню і даємо йому охолонути природним чином.
Іноді гарт і відпустку виробляються за допомогою масла або води, а іноді через масло в воду. Таке загартування виконується дуже швидко. Спочатку клинок опускається в масло на 2 - 3 секунди, а потім в воду. При такому підході ризик зробити загартування неправильно мінімальний.
Кування ножа своїми руками лише здається простим завданням. Крім того що доведеться досить багато помахати ковальським молотом, так ще й без досвіду в питанні кування металу з першого разу може не вийти викувати ніж. Тому спочатку необхідно набити руку і трохи потренуватися, а потім вже приступати до куванні ножа.